Пред.
стр. ДОМОЙ След. стр.
Переделка
казенной части ствола
Заводская казенная часть ствола имеет плавный
заход на нарезы и соответственно низкое усилие страгивания пули. Переделывается
казенник следующим образом. Для начала надо выточить абстрактную чушку на
штатную резьбу ствола. Затем вытащить ригель и вместо него вставить хвостовик
сверла 9 мм (не экономьте 30 р, силы и нервы дороже, не используйте для этой
цели болты 8ки) Уперев чушку во что нибудь потяжелее и покрепче бъем сверху по
сверлу молотком потяжелее, я использую 700-граммовый

Отпиливаем торчащий кусок ствола
Т.к. ствол сдвинулся придется заново делать
проточку под ось ствола. Рекомендую использовать для этого переточеное на 180гр
сверло 6ку

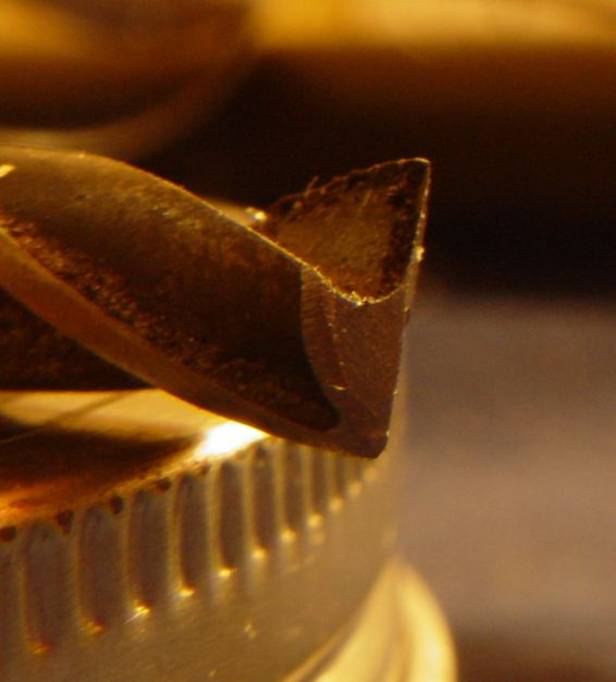
Легко контролируется и не уводит. Дырочка
получается идеально круглой и не прослабленной по диаметру, ось входит без
люфта.

Далее широким плоским
напильником ровняем казенник после отпиливания, иногда прикрепляя ствол и
проверяя положение муфты относительно компресора в закрытом состоянии. После
выравнивания делаем фаску. Затем наматываем немного шкурки для начала 600-й на
тот же напильник и шлифуем, по желанию повторяем с шкуркой 1000 до получения
приемлимого результата
Затем приступаем к изготовлению казенной фаски, ее
возможно сделать несколькими способами
1. Подходящей по размеру
зенковкой
2. Или шариковой бор-фрезой;
3. Или очень острым сверлом 5-кой с
углом заточки 60г.
Делается все вручную, глубину казенника надо сделать
минимально достаточную, что бы пулю при закрывании ствола не деформировало.
После всего этого надо прогнать пулю со стороны дульного среза к казеннику и
проверить, что бы пуля не цеплялась, если все-таки цепляется, возьмите карандаш,
оберните его мелкой шкуркой и немного покрутите в казеннике. Вставляем ригель и
радуемся :)
Эта операция позволяет прибавить сразу от 1 до 3 Дж за счет
увеличившегося усилия страгивания.
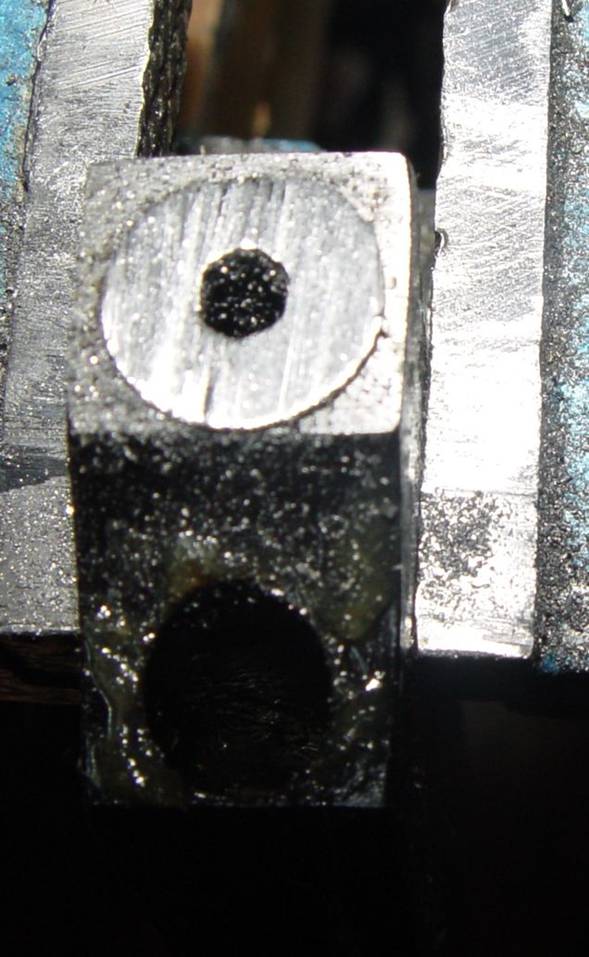
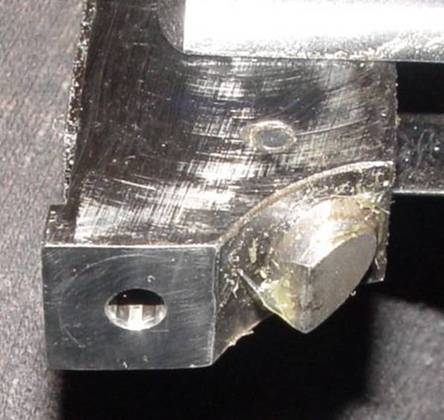
В результате получается вот
так:
По умолчанию казенник выглядит
так:

Хорошо видно, что заход на
нарезы сильно углублен
Дальнейший разгон возможен, если увеличить ход
поршня, это возможно двумя способами:
1. Вынесением КСМ (описано здесь),
2.
Более продвинутым способом - сокращением толщины передней заглушки компрессора.
Передняя заглушка винтовки имеет толщину 22 мм, что явно много, на токарном
станке можно смело сокращать ее толщину на 7-8 мм, что доведет ход поршня до
90мм, но данная доработка ведет за собой достаточно трудоемкие операции
полировки цилиндра и установки фторопластовых колец на ведущие пояски поршня. В
таком варианте я достигал скорости 278-280 м/с пулями шмель 0,58 и 240 м. с
пулями Барракуда матч (0,69).
Более тщательным подбором манжеты можно еще
незначительно повысить энергетику винтовки, к примеру участник форума
www.guns.ru Элетрон23 добился скорости 248-250 м/с Барракудой матч без
увеличения хода поршня, что на нынешний момент является рекордом для
относительного объема компрессора.
Пред. стр. ДОМОЙ След. стр.